


Bu işlem iki eksenli moleküler oryantasyon yöntemiyle şişe gibi nesnelerin yapımını içerir. Oryantasyon PET'i gererek gerçekleştirilir ve neden bu yöntemin uygulandığına dair iki temel sebep vardır:
a. Germe daha ince ve daha homojen yan duvar elde edilmesini, böylece daha ucuz kaplar üretilmesini sağlar.
b. Germe oryantasyonu ile fiziksel ve bariyer özelliklerde önemli bir gelişim kaydedilir.
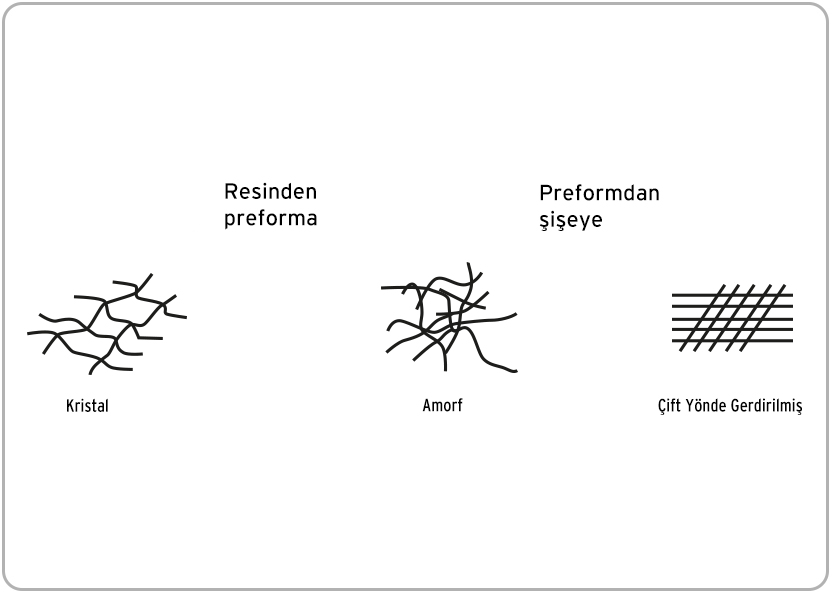
Başka bir deyişle oryantasyon polimer zincirlerinin aynı doğrultuda dizilmesidir. (Şekil 5.)
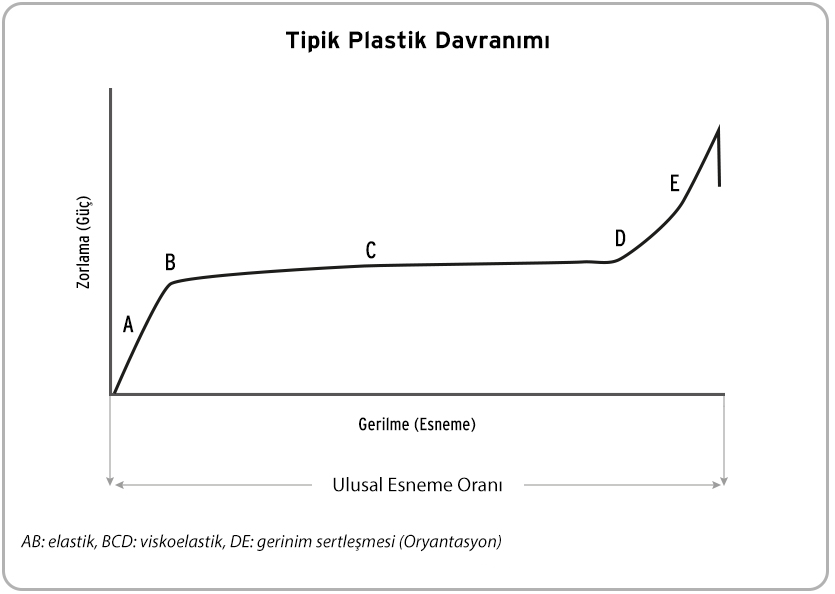
PET için tipik gerilme davranımı Şekil 6'da gösterilmiştir. Malzemeye güç uygulandığında oldukça küçük bir gerilmenin görüldüğü bir bölge mevcuttur(A). Burada elastik bir malzeme gibi davranan PET'e sadece küçük bir germe uygulanıp bırakıldığı takdirde tekrar eski boyutuna çekecektir. Germe işlemi esneklik sınırını geçmek üzere devam ederse point (B), elastik malzeme esnemeye ve incelmeye başlayarak kalıcı deformasyona uğrar Bunu, gerilmenin devam ettiği bir bölge takip edeken bu bölgedeki kuvvetin şiddeti sabit kalır (C). Malzeme kendi doğal esneme oranını (NSR) geçecek şekilde gerildikten sonra (D) daha fazla esneme için uygulanması gereken kuvvette büyük bir artış gerekmektedir. Bu gerinim sertleşme bölgesi olarak bilinir (E). Burası maksimum oryantasyonun elde edildiği ve fiziksel özelliklerdeki artışın en üst seviyede görüldüğü yerdir. Bu nedenle germeli üfleme kalıplama işlemi esnasında doğal esneme oranının hafifçe geçilmesi oldukça kritiktir (Şekil 6)
Gerilme-gerinim eğrisinin şeklini ve haliyle Doğal Esneme Oranını etkileyen dört ana faktör vardır: İçsel Vizkosite (IV), eşpolimer seviyesi, PET'in sıcaklık ve nem seviyesi. Aşağıdaki Şekil 7, 8, 9, 10'da bu faktörlerin her birinin NSR üzerine etkisi görselleştirilmiştir.
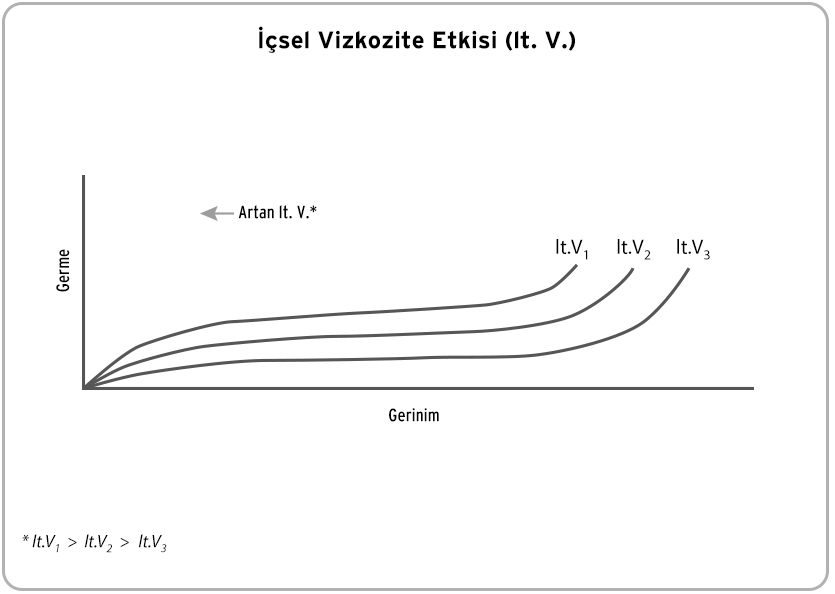
IV Ne Kadar Yüksekse Doğal Esneme Oranı O Kadar Düşüktür
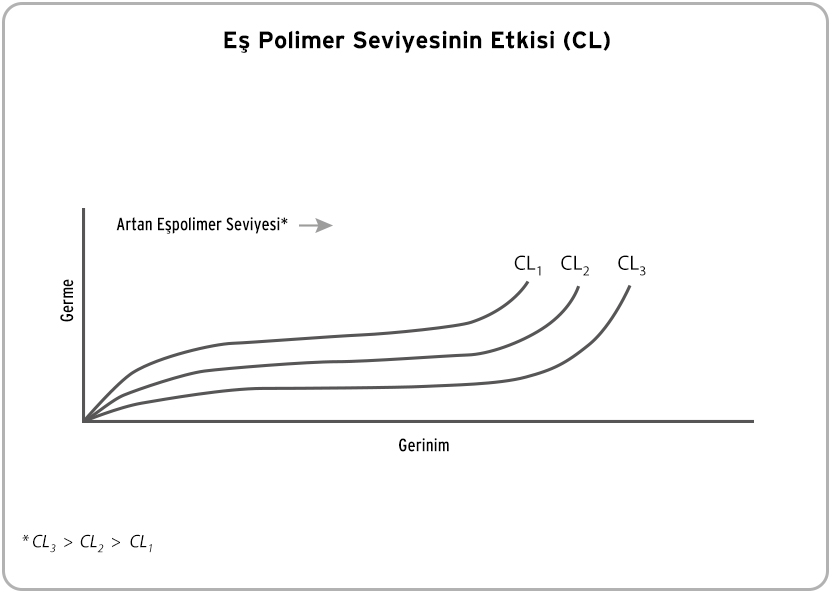
Eşpolimer Ne Kadar Yüksekse Doğal Esneme Oranı da O Kadar Yüksektir
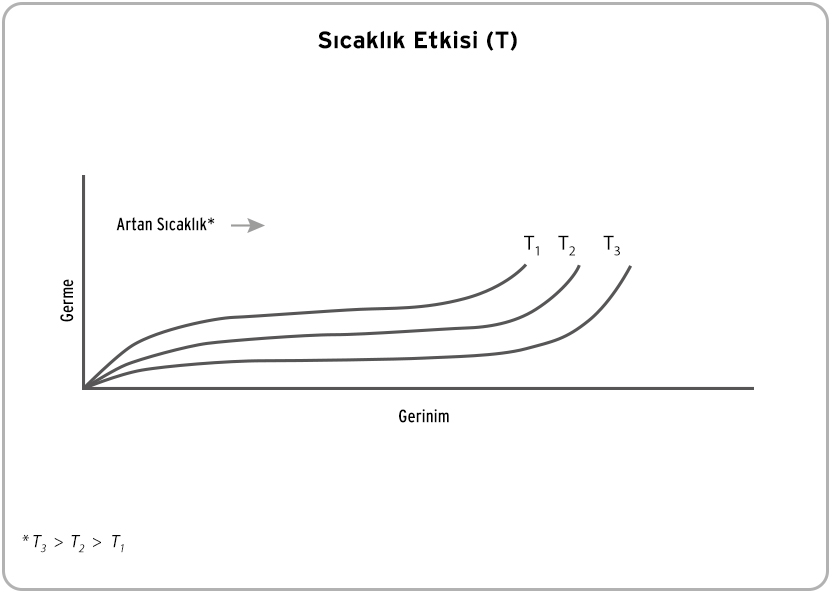
Sıcaklık Ne Kadar Yüksekse Doğal Esneme Oranı da O Kadar Yüksektir
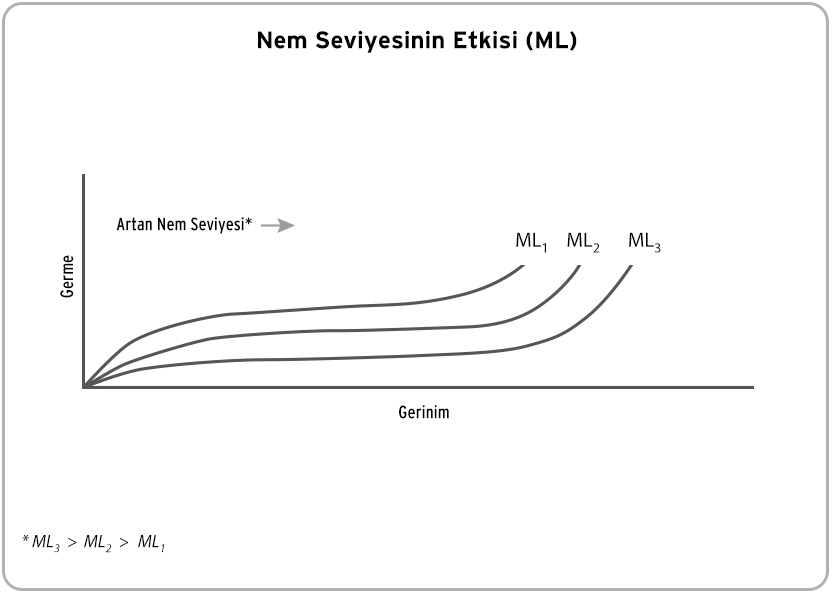
Nem Seviyesi Ne Kadar Yüksekse Doğal Esneme Oranı da O Kadar Yüksektir
Germeli üfleme kalıplama işleminde preform, istenen sıcaklığa geri getirildikten sonra üfleme kalıbının içerisine yerleştirilir (Şekil 11-A)
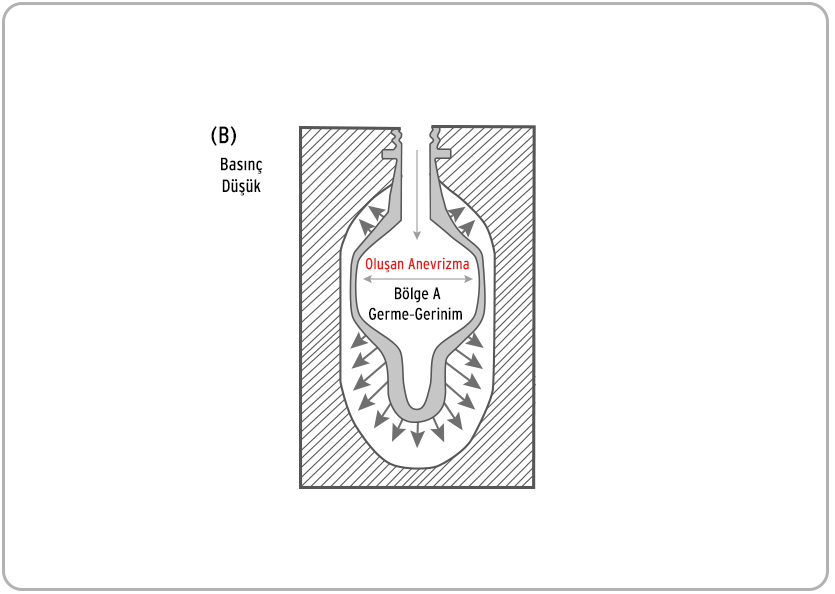
Ardından ön üflemeli (düşük basınçlı) hava içeri verilir. Basınç preform içerisinde oluşmaya başladığında başlangıçta preform'un ortasında anevrizmaya benzer küçük bir genişleme görülür (Şekil 11-B)
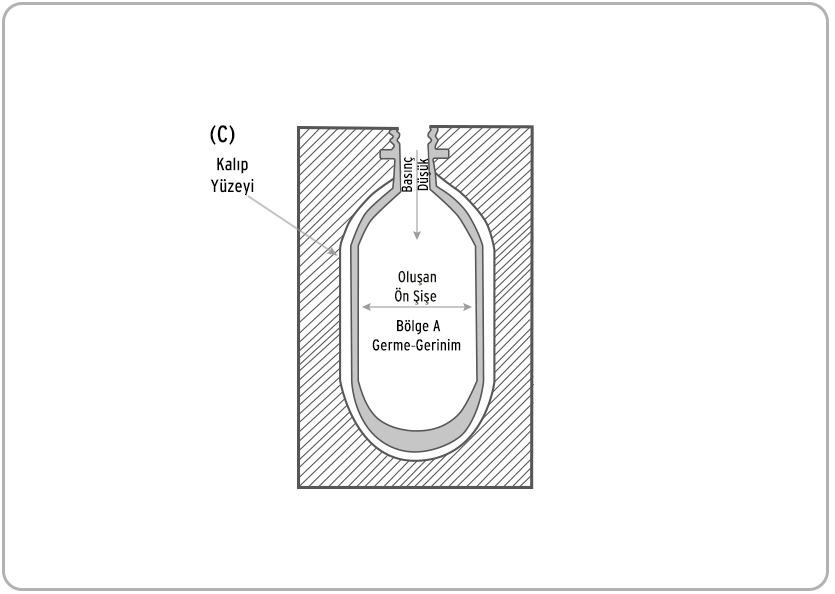
Bu genişleme, ön bir şişe formu oluşuncaya kadar devam eder. (Şekil 11-C)
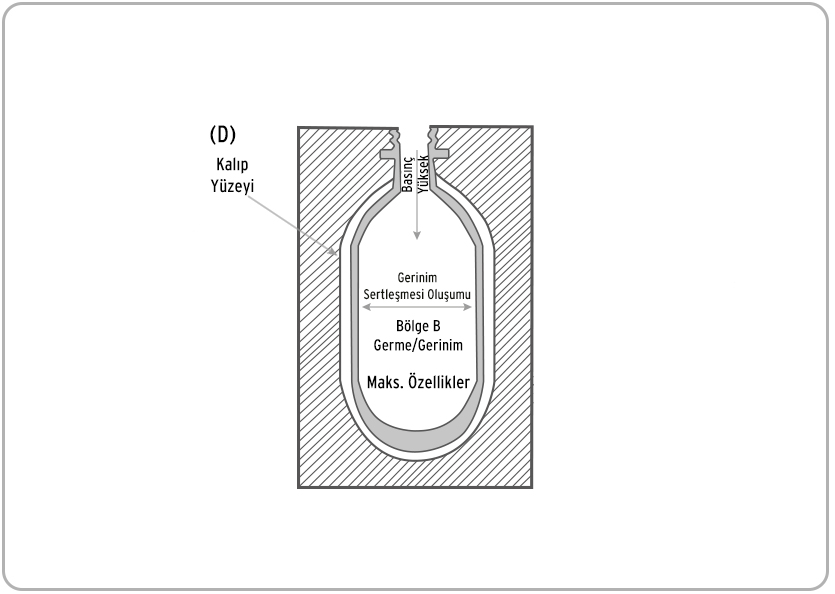
Bu noktada, ön şişe formunun kalıbın iç duvarına karşı üflenmesi işlemini bitirmek için yüksek basınçlı üflemeli hava kullanılır. (Şekil 11-D)
Daha önceden bahsettiğimiz işlemlerin sırası, Şekil 6'da gösterilen germe-gerinim eğrisi ile ilişkilendirilebilir. Gerinim sertleşme bölgesi (DE) Şekil 11-D'de gösterilen şişe üfleme işleminin son safhası ile örtüşmektedir.

Bir diğer deyişle hedef, şişe üfleme prosesinin son safhasının en yüksek derece oryantasyona ulaşıldığı PET gerinim sertleşme bölgesiyle aynı zamana rastlamasının sağlanmasıdır. Şişede optimum fiziksel özelliklerin elde edilmesi adına en yüksek derece oryantasyona ulaşılması son derece önemlidir.
Bir şişenin doğru şekilde üflenip üflenmediğini kontrol etmek adına şişenin ayarlanmış kısmındaki materyal dağılımının üniformitesinin kontrol edilmesi gerekir. Şişe, omzun ortalarından başlayıp taban çevresindeki yolun ortalarına kadar tüm yan duvar boyunca aşağı inen görece üniform bir duvar kalınlığına sahip olmalıdır. Ön şişe oluşturulmazsa yan duvarın orta kısmı, şişenin taban ve omuz bölgesi yönündeki alanlardan çok daha ince olacaktır.
Düzgün bir ön şişe oluşumunun önüne geçebilecek bazı sebepler:
Yukarıdaki tüm durumlarda materyal, Doğal Gerinim Oranı'na ulaşması için yeteri kadar gerilemez ya da bir diğer deyişle materyal, kalıbın izin verdiğinden daha fazla gerilebilir. Dolayısıyla preform üflendiğinde kalıbın yüzeyi ön şişenin Doğal Gerinim Oranı'na erişilmesi öncesinde preformun genleşmesini durdurur. Bu da şişelerin ince yan duvarlara ve kalın omuz ya da tabanlara sahip olmasıyla sonuçlanır.
Preformun yeterince sıcak olmaması halinde PET’in kalıbın yüzeyine ulaşabilmesi adına Doğal Gerinim Oranı'nın çok ötesine gerilmesi gerekecektir. Bu aşırı gerilme de inci parlaklığı olarak bilinen durumla sonuçlanan PET kütlesindeki mikro kırılmalara yol açar.