


Αυτή η διαδικασία περιλαμβάνει τη διαμόρφωση αντικειμένων, όπως φιαλών, με διαξονικό μοριακό προσανατολισμό. Ο προσανατολισμός επιτυγχάνεται με την τάνυση του PET και υπάρχουν δύο βασικοί λόγοι για τους οποίους γίνεται αυτό:
a. Με την τάνυση επιτυγχάνονται λεπτότερα, πιο ομοιόμορφα πλευρικά τοιχώματα και επομένως οι περιέκτες είναι πιο οικονομικοί
b. Με την τάνυση επιτυγχάνεται μοριακός προσανατολισμός ο οποίος εξασφαλίζει μια σημαντική βελτίωση στις μηχανικές ιδιότητες και τις ιδιότητες φραγής
Με άλλα λόγια, μοριακός προσανατολισμός είναι η ευθυγράμμιση των αλυσίδων πολυμερούς προς την ίδια κατεύθυνση (Εικόνα 5.)

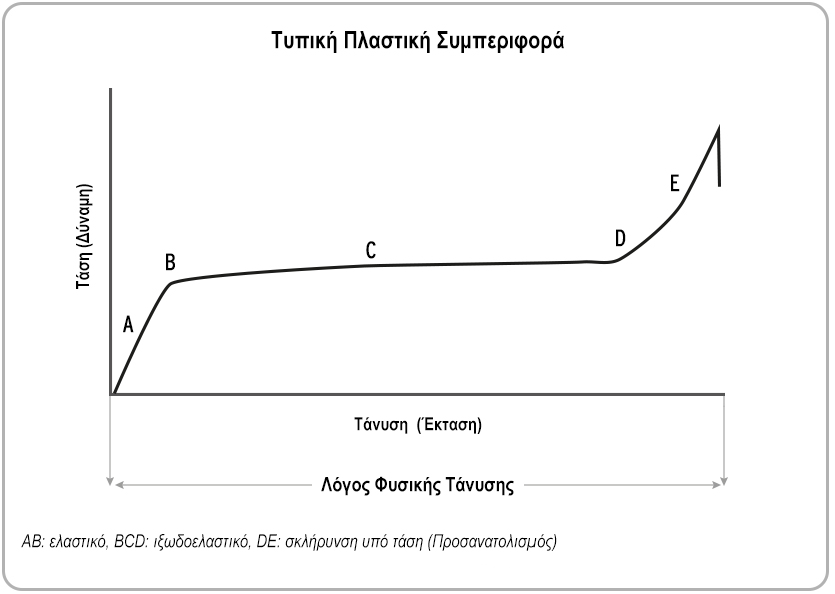
Μια τυπική συμπεριφορά του PET κατά την τάνυση εμφανίζεται στην Εικόνα 6. Καθώς εφαρμόζεται δύναμη στο υλικό, υπάρχει μια περιοχή όπου εκδηλώνεται πολύ μικρή τάνυση (A). Εδώ, το PET συμπεριφέρεται περίπου όπως ένα ελαστικό υλικό το οποίο, αν εκταθεί σε μικρό βαθμό μόνο και απελευθερωθεί, θα συρρικνωθεί ξανά στο αρχικό του μέγεθος. Αν η τάνυση συνεχιστεί πέρα από το όριο ελαστικότητας (Β), το υλικό αρχίζει να εκτείνεται και να γίνεται λεπτότερο, αποκτώντας μόνιμη παραμόρφωση. Αυτό ακολουθείται από μια περιοχή συνεχούς έκτασης όπου η δύναμη παραμένει σταθερή (C). Όταν το υλικό τανυθεί πέραν του Λόγου Φυσικής Τάνυσης (Natural Stretch ratio) (D), καθίσταται αναγκαία μια σημαντική αύξηση στη δύναμη για να συμβεί επιπρόσθετη έκταση. Αυτό το φαινόμενο είναι γνωστό ως η περιοχή σκλήρυνσης υπό τάση (Ε). Είναι το σημείο όπου επιτυγχάνεται ο μέγιστος προσανατολισμός και μεγιστοποιείται η αύξηση των φυσικών ιδιοτήτων. Ως εκ τούτου, είναι κρίσιμο να ξεπεραστεί ελαφρώς ο λόγος φυσικής έκτασης κατά τη διαδικασία του stretch blow molding. (Εικόνα-6)
Υπάρχουν τέσσερις βασικοί παράγοντες που επηρεάζουν το σχήμα της καμπύλης τάσης-παραμόρφωσης και συνεπώς τον Λόγο Φυσικής Τάνυσης: το Intrinsic Viscosity (IV), το επίπεδο περιεκτικότητας συμπολυμερούς, η θερμοκρασία και το επίπεδο υγρασίας του PET. Οι Εικόνες 7, 8, 9, 10 στη συνέχεια δείχνουν την επίδραση καθενός αυτών των παραγόντων στον NSR.
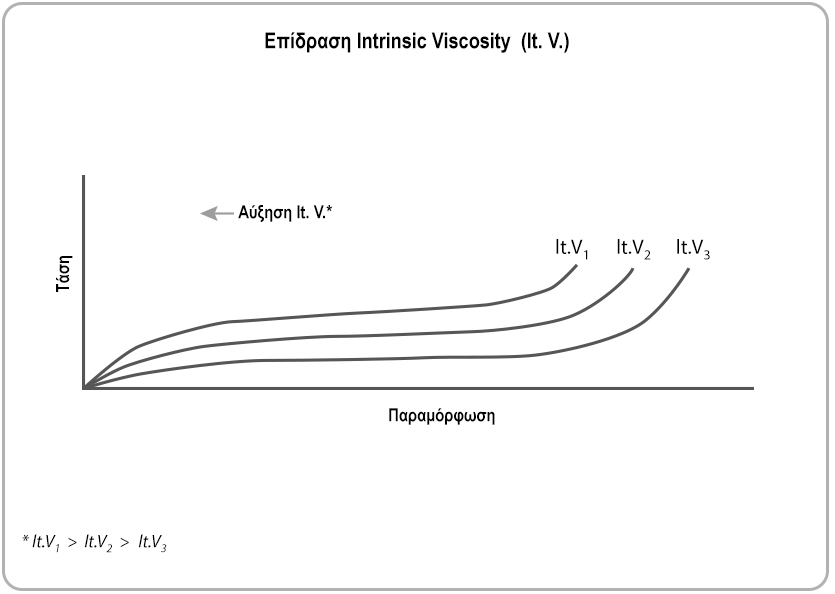
Όσο υψηλότερο είναι το IV τόσο μειώνεται ο Λόγος Φυσικής Τάνυσης
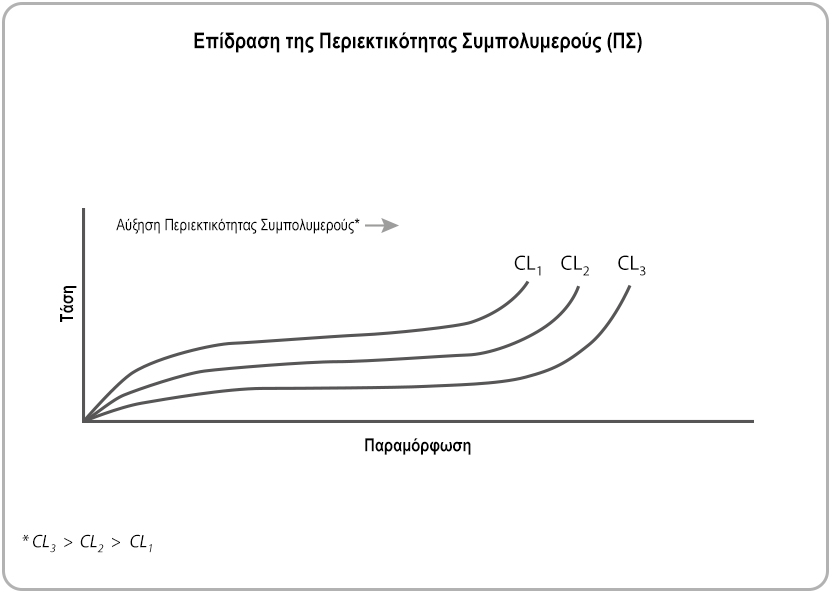
Όσο αυξάνεται η Περιεκτικότητα σε Συμπολυμερές, τόσο αυξάνεται ο Λόγος ΦυσικήςΤάνυσης
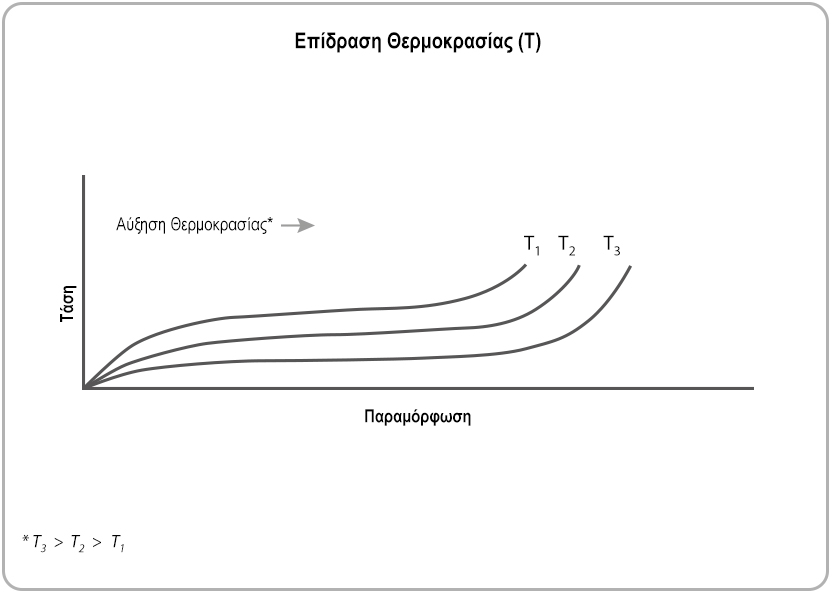
Όσο αυξάνεται η Θερμοκρασία, τόσο αύξανεται ο Λόγος Φυσικής Τάνυσης
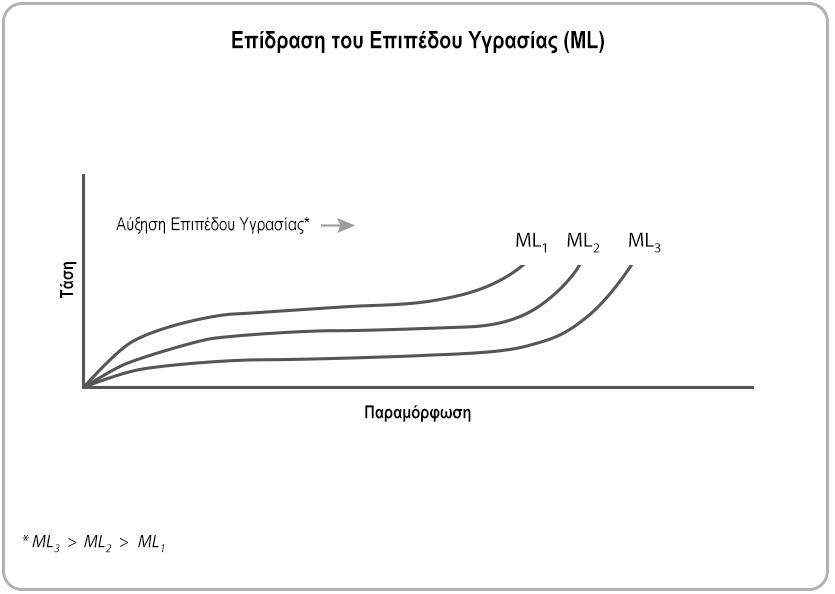
Όσο αυξάνεται το επίπεδο της Υγρασίας, τόσο αυξάνεται ο Λόγος Φυσικής Έκτασης
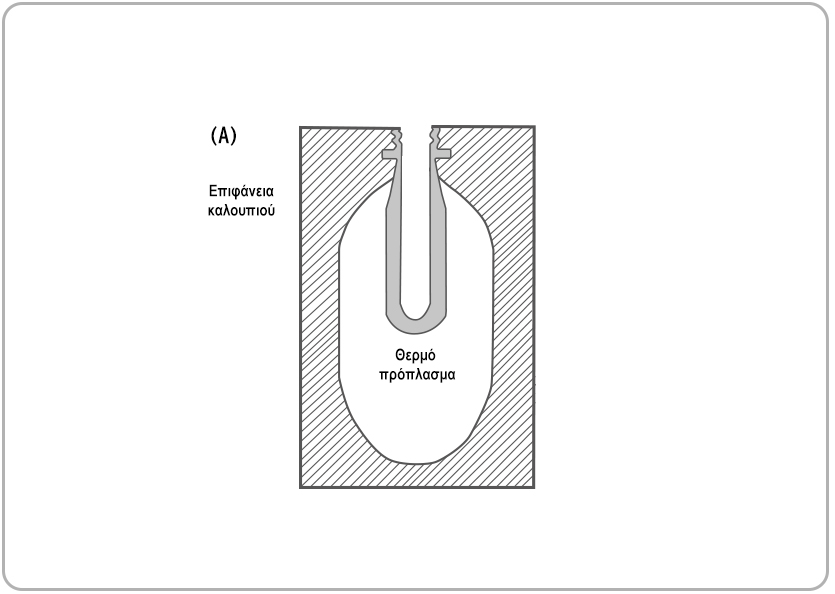
Στη διεργασία του stretch blow molding, το πρόπλασμα τοποθετείται μέσα στο καλούπι εμφύσησης αφού επαναθερμανθεί στην επιθυμητή θερμοκρασία (εικόνα 11.Α)
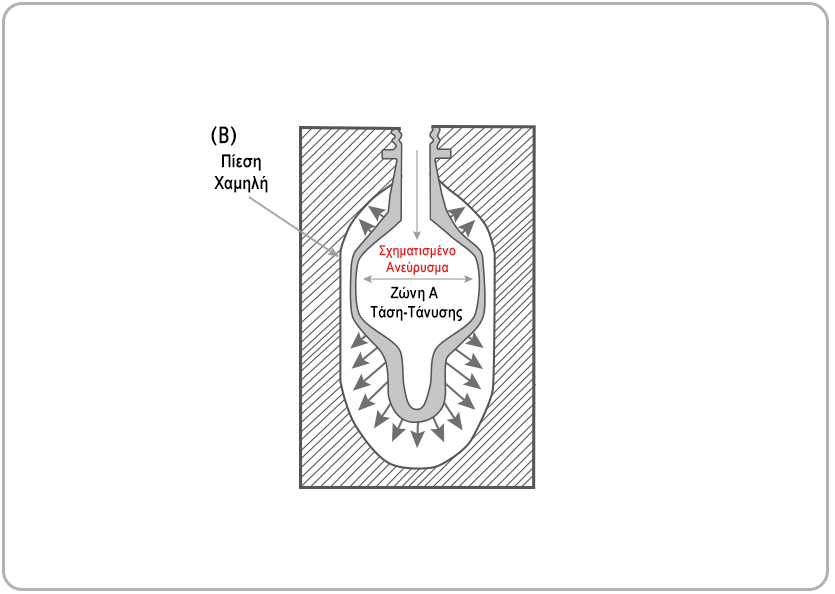
Κατόπιν εισάγεται αέρας προ-φυσήματος (χαμηλή πίεση). Καθώς η πίεση αρχίζει να αναπτύσσεται εντός του προπλάσματος, εμφανίζεται μια πολύ μικρή αρχική έκταση η οποία αρχίζει να σχηματίζεται στη μέση του προπλάσματος σαν ένα ανεύρυσμα (εικόνα 11.Β)
Αυτή συνεχίζει να γίνεται όλο και μεγαλύτερη έως ότου σχηματιστεί μια προ-φιάλη (εικόνα 11.Γ)
Σε αυτό το σημείο, εμφυσείται αέρας υψηλής πίεσης για να ολοκληρώσει την φούσκωμα της προ-φιάλης προς το εσωτερικό τοίχωμα του καλουπιού (εικόνα 11.Δ)
Η αλληλουχία των γεγονότων που περιγράφηκαν προηγουμένως μπορεί να συσχετιστεί με την καμπύλη τάσης / τάνυσης που παρουσιάστηκε στην εικόνα 6. Η περιοχή σκλήρυνσης υπό τάση (DE) αντιστοιχεί την τελική φάση της διαδικασίας εμφύσησης φιάλης που περιγράφεται στην εικόνα 11.Δ


Με άλλα λόγια, στόχος πρέπει να είναι η τελική φάση της διαδικασίας φουσκώματος της φιάλης να συμπίπτει με την περιοχή σκλήρυνσης υπό τάση του ΡΕΤ, όπου επιτυγχάνεται ο υψηλότερος βαθμός προσανατολισμού. Είναι εξαιρετικά σημαντικό να επιτευχθεί ο υψηλότερος βαθμός προσανατολισμού προκειμένου να επιτευχθούν οι βέλτιστες φυσικές ιδιότητες στη φιάλη.
Προκειμένου να ελεγχθεί η ποιότητα μιας φιάλης , πρέπει να ελεγχθεί η ομοιομορφία της κατανομής του υλικού στο σώμα της φιάλης.. Η φιάλη θα πρέπει να έχει πάχος τοιχώματος σχετικά ομοιόμορφο ξεκινώντας από το μέσο του ¨ωμου" στη και κατεβαίνοντας σε ολόκληρο το πλευρικό τοίχωμα ως ένα σημείο περίπου στο μέσο της βάσης. Αν δεν σχηματιστεί η προ-φιάλη, το κεντρικό τμήμα του πλευρικού τοιχώματος θα είναι πολύ λεπτότερο σε σύγκριση με τις περιοχές προς την βάση και τον "ώμο" της φιάλης.
Ορισμένοι λόγοι που μπορούν να αποτρέψουν τη δημιουργία κατάλληλης προ-φιάλης είναι:
Σε όλες τις παραπάνω περιπτώσεις, το υλικό δεν μπορεί να τανυθεί επαρκώς ώστε να επιτευχθεί ο Λόγος Φυσικής Τάνυσής του ή, με άλλα λόγια, το υλικό μπορεί να εκταθεί περισσότερο από ό, τι επιτρέπει το καλούπι. Ως εκ τούτου, όταν φουσκώνεται το πρόπλασμα, η επιφάνεια του καλουπιού σταματά την έκταση του προπλάσματος πριν επιτευχθεί ο Λόγος Φυσικής Τάνυσης της προ-φιάλης. Αυτό καταλήγει σε λεπτά πλευρικά τοιχώματα στις φιάλες και σε παχείς ώμους ή παχιές βάσεις.
Στην περίπτωση που το πρόπλασμα δεν είναι αρκετά ζεστό, το ΡΕΤ θα πρέπει να εκταθεί πολύ πέραν του Λόγου του Φυσικής Τάνυσης προκειμένου να φθάσει στην επιφάνεια του καλουπιού. Αυτή η υπερβολική έκταση προκαλεί μικρο-ρωγματώσεις στη μάζα του PET - οι οποίες οδηγούν σε αυτό που είναι γνωστό ως pearlescence.