


This process involves the formation of objects, such as bottles, by biaxial molecular orientation. Orientation is achieved by stretching the PET, and there are two major reasons for doing this :
a. stretching allows thinner, more uniform sidewalls and, thus, less expensive containers
b. stretching orientation ensures a dramatic improvement in physical and barrier properties
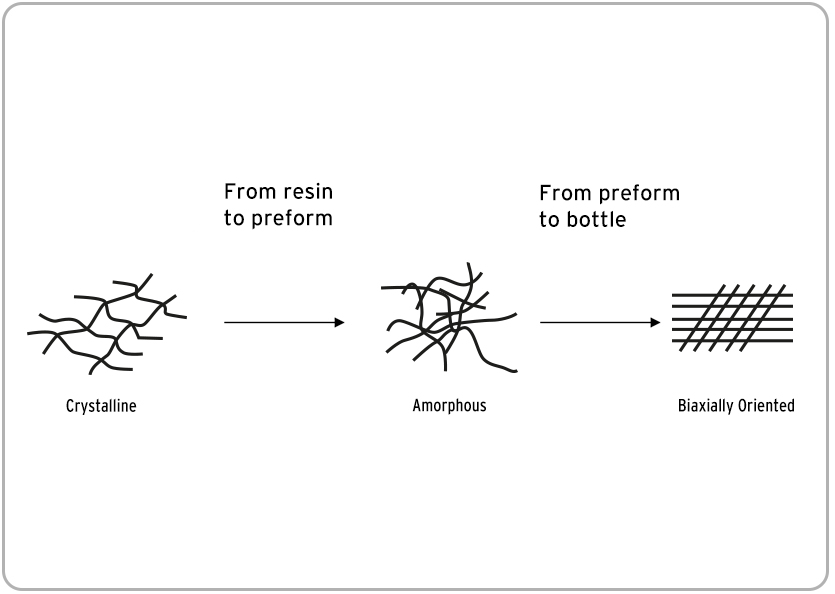
In other words, orientation is the alignment of polymer chains towards the same direction (Figure 5)
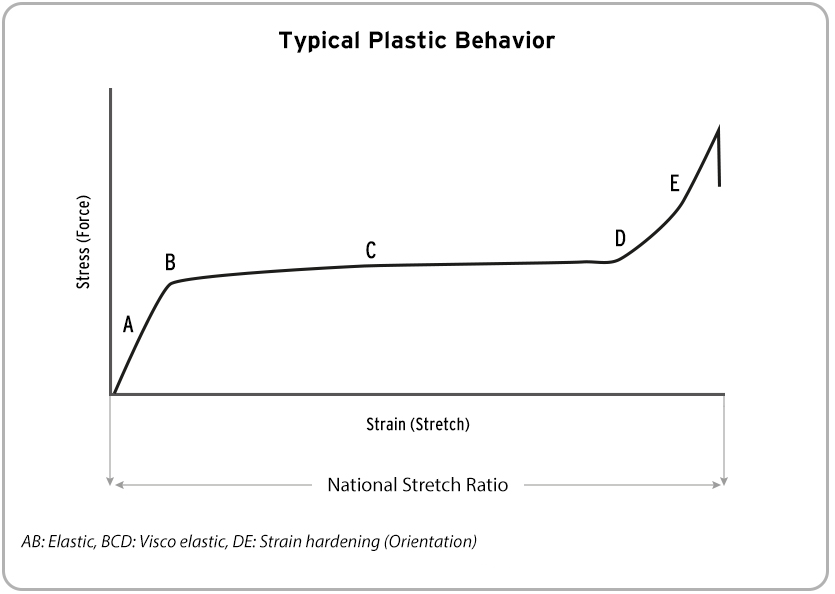
A typical stretching behavior for PET is shown in figure 6. As force is applied to the material, there is a region where very little stretching occurs (A). Here, PET behaves somewhat like an elastic material where if it is stretched only a small amount and released it will shrink back to its original size. If stretching continues past the yield point (B), the material will start to stretch and become thinner, causing permanent deformation. This is followed by a region of continued stretching where the amount of force remains constant (C). Once the material is stretched beyond its natural stretch ratio (NSR) (D), a dramatic increase in force becomes necessary for additional stretching to occur. This is known as the strain hardening region (E). It is the place where the maximum orientation is achieved and the increase in physical properties is maximized. Therefore, it is critical that the natural stretch ratio be surpassed slightly during stretch blow molding process. (Figure 6)
There are four major factors that affect the shape of the stress-strain curve and, thus, the Natural Stress Ratio: the Intrinsic Viscosity (IV), the copolymer level, the temperature and moisture level of PET. The Figures 7, 8, 9, 10 below show the effect of each one of those factors on NSR.
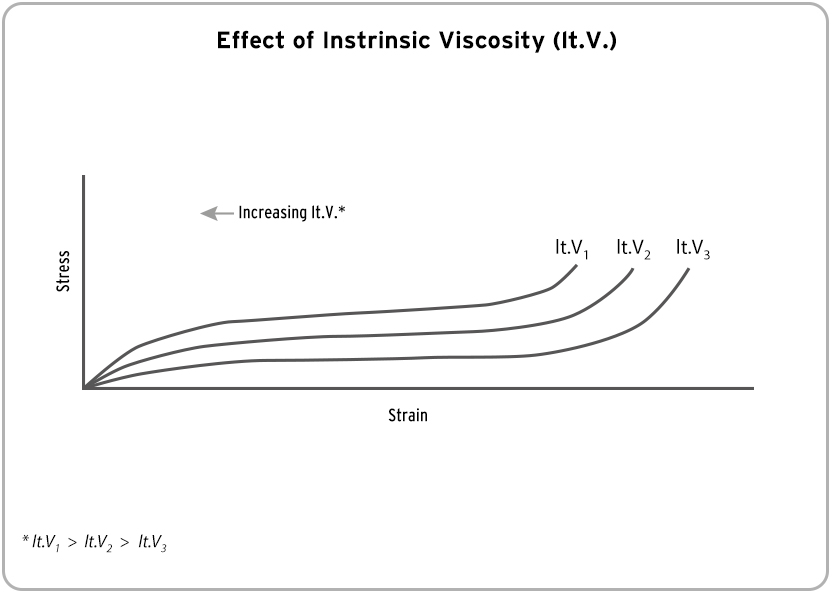
The Higher the IV the Lower the Natural Stretch Ratio

The Higher the Copolymer the Higher the Natural Stretch Ratio
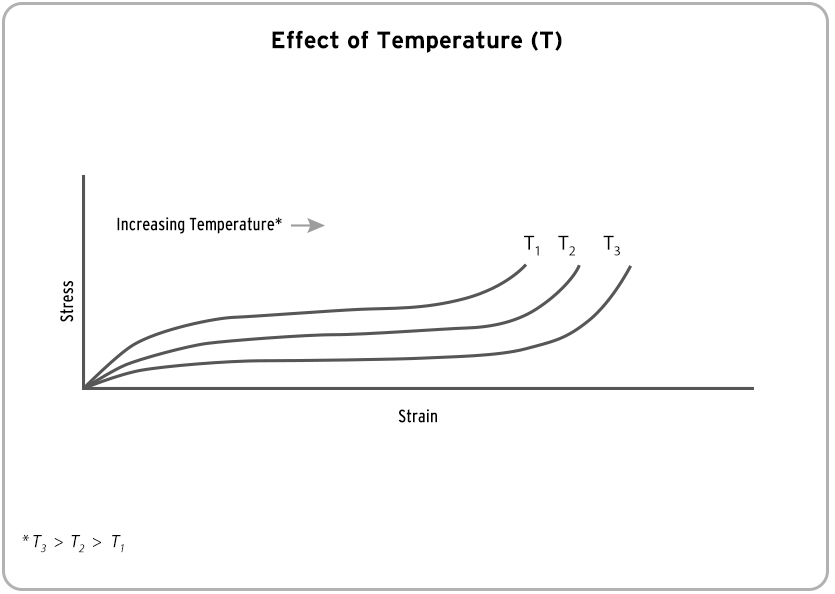
The Higher the Temp. the Higher the Natural Stretch Ratio
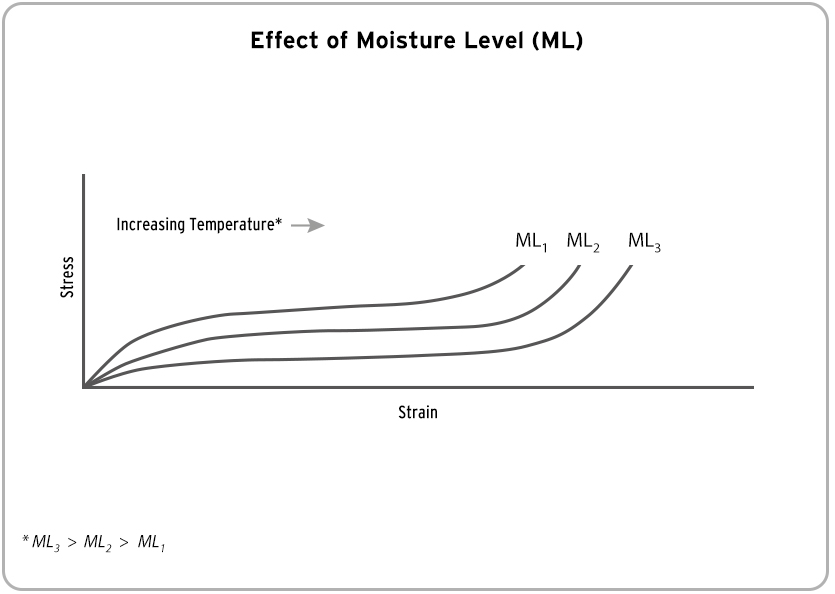
The Higher the Moisture the Higher the Natural Stretch Ratio
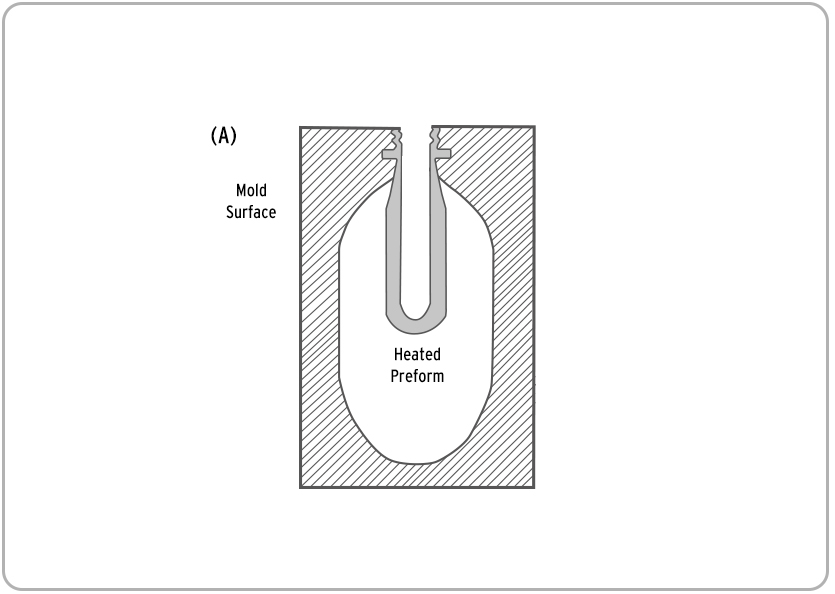
In the stretch blow molding process, the preform is placed inside the blow mold after being reheated to the desired temperature (Figure 11-A)
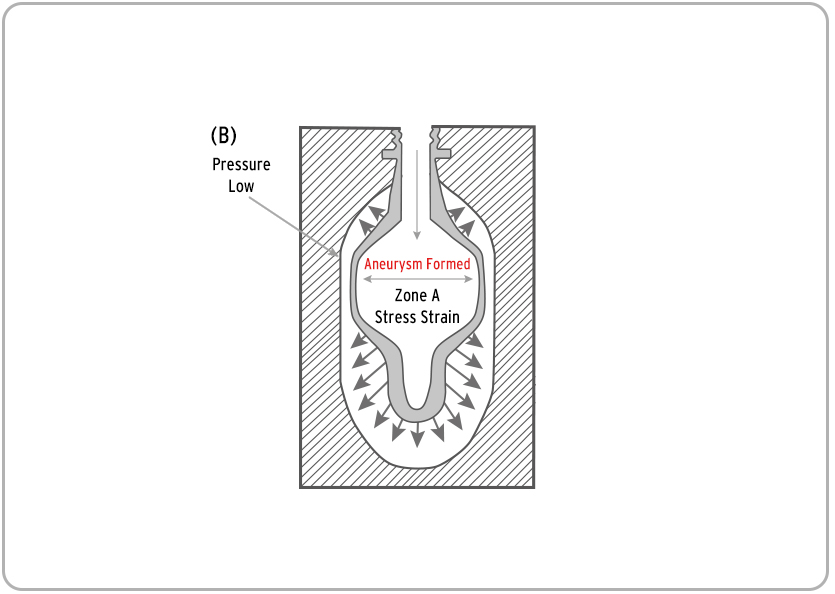
Then pre-blow (low pressure) air is introduced. As pressure starts to build within the preform, there is a very little initial expansion which starts to form in the middle of the preform like an aneurysm (Figure 11-B)
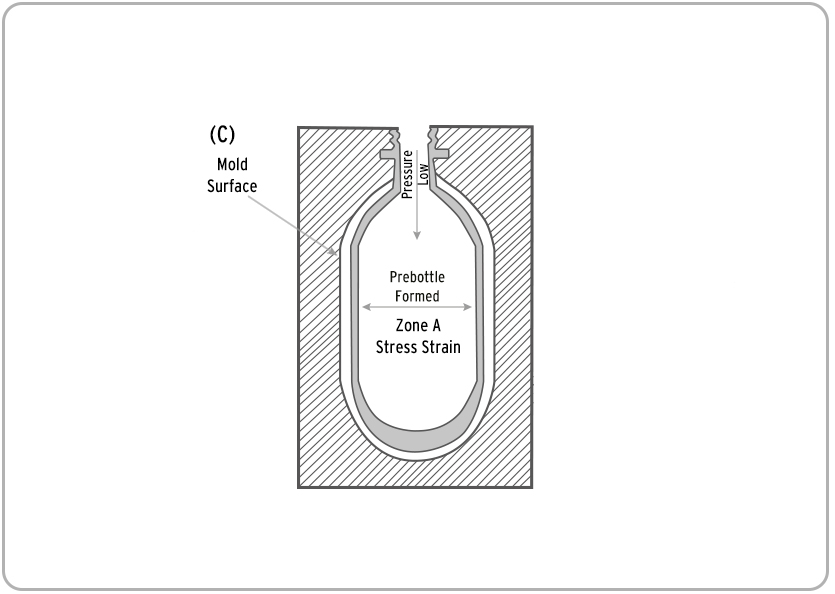
This continues to get larger and larger until a pre-bottle is formed (Figure 11-C)
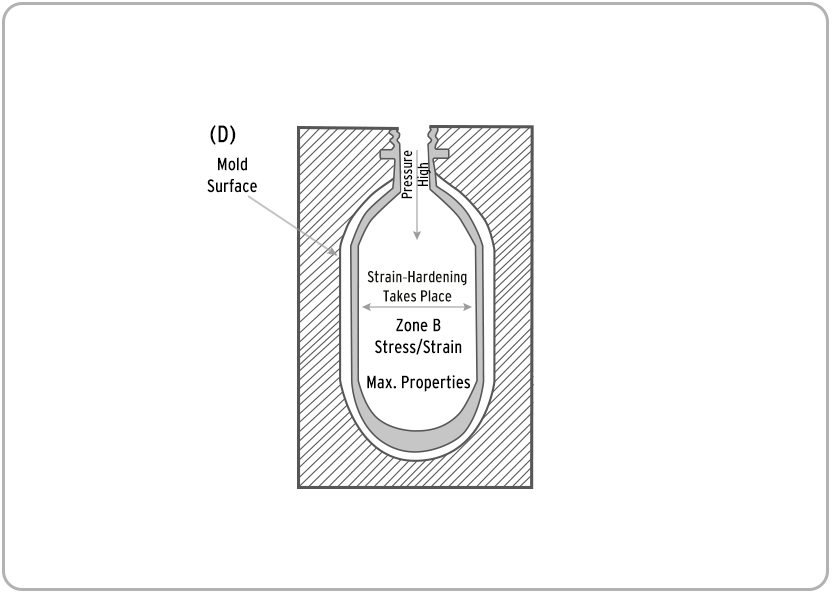
At this point, high pressure blow air is used to finish blowing the pre-bottle out against the inner wall of the mold (Figure 11-D)
The sequence of the previously described events can be related to the stress/strain curve that was shown in figure 6. The strain hardening region (DE) corresponds to the final phase of the bottle-blowing process described in figure 11-D
In other words, the target should be that the final phase of the bottle blowing process must coincide with the strain hardening region of PET where the highest degree of orientation is achieved. It is extremely important to achieve the highest degree of orientation in order to obtain optimum physical properties in the bottle.
In order to check if a bottle is blown correctly or not, the uniformity of material distribution in the oriented portion of the bottle needs to be checked. The bottle should have a wall thickness that is relatively uniform starting at about the middle of the shoulder and going down the entire sidewall to a point about midway around the base. If the pre-bottle is not formed, the center section of the side wall will be much thinner than the areas toward the base and shoulder region of the bottle.
Some reasons that can prevent the formation of proper pre-bottle are:
In all the cases above, the material cannot be stretched sufficiently enough to attain its Natural Stretch Ratio or, in other words, the material can be stretched more than the mold allows. Therefore, when the preform is blown, the surface of the mold stops the expansion of the preform before the Natural Stretch Ratio of the pre-bottle is achieved. This results in bottles having thin sidewalls and thick shoulders or bases.
In the case that the preform is not hot enough, the PET will have to be stretched too far beyond its Natural Stretch Ratio in order to reach the surface of the mold. This excessive stretching causes micro-fractures in the mass of PET - which results in what is known as pearlescence.